|
 |
| 當(dāng)前位置:首頁 - 綜合技術(shù) |
硅片切割技術(shù)的現(xiàn)狀和發(fā)展趨勢文章來源:中國新能源網(wǎng) | 發(fā)布日期:2010-06-03 | 作者:未知 | 點(diǎn)擊次數(shù):
摘要:隨著全球各國綠色能源的推廣和近年來半導(dǎo)體產(chǎn)業(yè)的超常規(guī)發(fā)展,硅片市場的供需已極度不平衡,切割加工能力的落后和產(chǎn)能的嚴(yán)重不足已構(gòu)成了產(chǎn)業(yè)鏈的瓶頸。作為硅片(晶圓) 上游生產(chǎn)的關(guān)鍵技術(shù),近年來崛起的新型硅片多絲切割技術(shù)具有切割表面質(zhì)量高、切割效率高和可切割大尺寸材料、方便后續(xù)加工等特點(diǎn)。由于驅(qū)動研磨液的切割絲在加工中起重要作用,與刀損和硅片產(chǎn)出率密切關(guān)聯(lián),故對細(xì)絲多絲切割的研究具有迫切與深遠(yuǎn)的意義。 關(guān)鍵詞:晶圓,多絲切割,細(xì)絲,產(chǎn)出率,切削量 0 引言: 硅片切割是電子工業(yè)主要原材料一硅片(晶圓)生產(chǎn)的上游關(guān)鍵技術(shù),切割的質(zhì)量與規(guī)模直接影響到整個(gè)產(chǎn)業(yè)鏈的后續(xù)生產(chǎn)。在電子工業(yè)中,對硅片的需求主要表現(xiàn)在太陽能光伏發(fā)電和集成電路等半導(dǎo)體產(chǎn)業(yè)上。 光伏發(fā)電是利用半導(dǎo)體材料光生伏打效應(yīng)原理直接將太陽輻射能轉(zhuǎn)換為電能的技術(shù)。資料顯示,太陽能每秒鐘到達(dá)地面的能量高達(dá)80萬千瓦,假如把地球表面0.1%的太陽能轉(zhuǎn)為電能,轉(zhuǎn)變率5%,每年發(fā)電量可達(dá)5.6×1012千瓦小時(shí),相當(dāng)于目前世界上能耗的40倍。隨著全球礦物資源的迅速消耗,人們環(huán)保意識的不斷增強(qiáng),充分利用太陽的綠色能源被高度重視(圖1.1為近年來全球太陽能電池產(chǎn)量),發(fā)展勢頭及其迅猛。
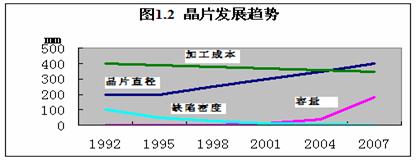
晶體硅片是制作光伏太陽能電池的主要材料,每生產(chǎn)1MW的太陽能電池組件需要17噸左右的原料。Clean Edge 預(yù)計(jì),全球太陽能發(fā)電市場的規(guī)模將從2005年的110億美元猛進(jìn)增到2015年的510億美元,以芯片著名的“硅谷”將被“太陽谷”所取代。顯然太陽能產(chǎn)業(yè)的迅猛發(fā)展需要更多的硅原料及切割設(shè)備來支撐。 除太陽能電池外,硅片的巨大需求同樣表現(xiàn)在集成電路等半導(dǎo)體產(chǎn)業(yè)上。硅占整個(gè)半導(dǎo)體材料的95%以上,單晶硅片是半導(dǎo)體器件生產(chǎn)的關(guān)鍵性基材,是當(dāng)之無愧的電子產(chǎn)業(yè)的基礎(chǔ)支撐材料。2005年我國集成電路產(chǎn)業(yè)消耗的電子級多晶硅約1000噸,太陽能電池多晶硅約1400噸;2006年,我國集成電路產(chǎn)業(yè)消耗的電子級多晶硅約1200噸,太陽能電池多晶硅約3640噸。預(yù)計(jì)到2010年,電子級多晶硅年需求量將達(dá)到約2000噸,光伏級多晶硅年需求量將達(dá)到約4200噸。隨著全球各國能源結(jié)構(gòu)的調(diào)整,綠色能源的推廣和近年來半導(dǎo)體產(chǎn)業(yè)的超常規(guī)發(fā)展,硅片市場的供需已極度不平衡。硅原料的供不應(yīng)求,切割加工能力的落后和嚴(yán)重不足構(gòu)成了產(chǎn)業(yè)鏈的瓶頸,嚴(yán)重阻礙了我國太陽能和半導(dǎo)體產(chǎn)業(yè)的發(fā)展。因此,未來的3至5年間,將是中國晶硅產(chǎn)業(yè)快速發(fā)展的黃金時(shí)期。 1硅片切割的常用方法: 硅片加工工藝流程一般經(jīng)過晶體生長、切斷、外徑滾磨、平邊、切片、倒角、研磨、腐蝕、拋光、清洗、包裝等階段。近年來光伏發(fā)電和半導(dǎo)體行業(yè)的迅速發(fā)展對硅片的加工提出了更高的要求(圖1.2):一方面為了降低制造成本,硅片趨向大直徑化。另一方面要求硅片有極高的平面度精度和極小的表面粗糙度。所有這些要求極大的提高了硅片的加工難度,由于硅材料具有脆、硬等特點(diǎn),直徑增大造成加工中的翹曲變形,加工精度不易保證。厚度增大、芯片厚度減薄造成了材料磨削量大、效率下降等。
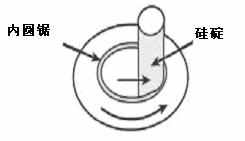
硅片切片作為硅片加工工藝流程的關(guān)鍵工序,其加工效率和加工質(zhì)量直接關(guān)系到整個(gè)硅片生產(chǎn)的全局。對于切片工藝技術(shù)的原則要求是:①切割精度高、表面平行度高、翹曲度和厚度公差小。②斷面完整性好,消除拉絲、刀痕和微裂紋。③提高成品率,縮小刀(鋼絲)切縫,降低原材料損耗。④提高切割速度,實(shí)現(xiàn)自動化切割。 目前,硅片切片較多采用內(nèi)圓切割和自由磨粒的多絲切割(固定磨粒線鋸實(shí)質(zhì)上是一種用線性刀具替代環(huán)型刀具的內(nèi)圓切割)。內(nèi)圓切割是傳統(tǒng)的加工方法(圖1.3a),材料的利用率僅為40%~50%左右;同時(shí),由于結(jié)構(gòu)限制,內(nèi)圓切割無法加工200mm以上的大中直徑硅片。
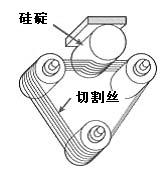
多絲切割技術(shù)是近年來崛起的一項(xiàng)新型硅片切割技術(shù),它通過金屬絲帶動碳化硅研磨料進(jìn)行研磨加工來切割硅片(圖1.3b)。和傳統(tǒng)的內(nèi)圓切割相比,多絲切割具有切割效率高、材料損耗小、成本降低(日進(jìn)NWS6X2型6” 多絲切割加工07年較內(nèi)圓切割每片省15元)、硅片表面質(zhì)量高、可切割大尺寸材料、方便后續(xù)加工等特點(diǎn)(見表1.1)。
表1.1:內(nèi)圓切割與多絲切割的對比 2 切割技術(shù)的發(fā)展趨勢:
作為一種先進(jìn)的切割技術(shù),多絲切割已經(jīng)逐漸取代傳統(tǒng)的內(nèi)圓切割成為目前硅片切片加工的主要切割方式,目前,瑞士HCT公司,Meyert Burger公司,日本Takatori(高鳥)等少數(shù)著名制造廠商先后掌握了該項(xiàng)關(guān)鍵技術(shù),并推出了相應(yīng)的多絲切割機(jī)床產(chǎn)品,尤其是大尺寸的切割設(shè)備。
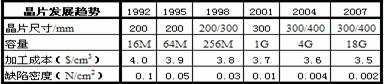
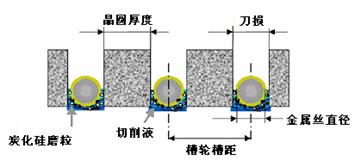
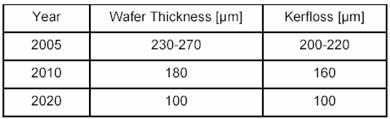
在上游原材料加工產(chǎn)能受限的今天,一方面由于多絲切割的刀損(圖1.4)在材料加工損耗中占有較大的比例(有時(shí)可達(dá)到50%以上),且材料的切屑粒微小、共存于研磨液中,造成切割效率下降。另一方面由于將研磨粒與其分離成本較高,實(shí)施較難。故減小晶片的厚度(提高單位材料的產(chǎn)出率),減小切割的刀損(提高原材料的利用率),提高磨粒的利用率(降低加工成本),已成為迫切的要求。EPIA國際委員會統(tǒng)計(jì)分析后給出的預(yù)言指出,未來的15年內(nèi),晶片的厚度和切割絲直徑將減少一半(表1.2)。
如以目前用的切割絲直徑d分析(設(shè)刀損為2*d,硅碇總長度為L,晶圓厚度為H),可得以下計(jì)算公式: 2硅片切削量: 3切割鋼絲張力: 以NISSIN的NWS6×2型多絲切割機(jī)為例,可同時(shí)并列一次切割2支6”(Φ152mm x 230mm)的硅晶棒或1支12” 的硅晶棒,采用0.16mm的鋼絲,實(shí)際加工測得的絲損約為0.02mm,切割晶片厚度為0.2mm共900余片(或450余片)。如將鋼絲由0.16mm 減至0.08mm(刀損設(shè)定為直徑*2),根據(jù)上述公式,可得如下結(jié)果: 由此可見,當(dāng)切割硅碇的鋼絲直徑減半后(由原來的Φ0.16mm 減至Φ0.08mm),單一硅碇的硅片產(chǎn)量將提高44.4%,切削量將下降-27.8%,切割絲控制張力按要求下降-75%,單位硅材料的損耗將大幅下降,晶圓的產(chǎn)出率大幅提高。因此細(xì)絲線鋸是眾多學(xué)者努力的方向,對細(xì)絲多絲切割的研究具有迫切與深遠(yuǎn)的意義。 3 結(jié)論: 硅片切割是電子工業(yè)主要原材料一硅片(晶圓)生產(chǎn)的上游關(guān)鍵技術(shù),切割的質(zhì)量與規(guī)模直接影響到整個(gè)產(chǎn)業(yè)鏈的后續(xù)生產(chǎn)。在電子工業(yè)中,對硅片的需求主要表現(xiàn)在太陽能光伏發(fā)電和集成電路等半導(dǎo)體產(chǎn)業(yè)上。隨著全球各國能源結(jié)構(gòu)的調(diào)整,綠色能源的推廣和近年來半導(dǎo)體產(chǎn)業(yè)的超常規(guī)發(fā)展,硅片市場的供需已極度不平衡。 多絲切割作為一種先進(jìn)的切割技術(shù),目前已逐漸取代傳統(tǒng)的內(nèi)圓切割成為硅片切片加工的主要切割方式。由于驅(qū)動研磨液的切割絲在加工中起重要作用,與刀損和硅片產(chǎn)出率密切關(guān)聯(lián),減小切割絲的直徑將使硅材料的損耗大幅下降,使單位材料晶圓的產(chǎn)出率大幅提高。故對細(xì)絲多絲切割的研究具有迫切與深遠(yuǎn)的意義。(上海大學(xué)機(jī)電工程與自動化學(xué)院 程志華 , 李秀雯, 裴仁清)
|
||||||||||||||||||||||||||||||
|
地址:廣東省廣州市天河區(qū)五山能源路2號 聯(lián)系電話:020-37206200 郵箱:newenergy@ms.giec.ac.cn 經(jīng)營許可證編號:粵B2-20050635 粵ICP備:11089167號-4 主辦:中國科學(xué)院廣州能源研究所 1998-2013 newenergy.org.cn/newenergy.com.cn Inc. All rights reserved. 中國新能源網(wǎng) 版權(quán)所有 |

 mm鋼絲:切割晶片數(shù)=
mm鋼絲:切割晶片數(shù)=
 mm鋼絲:切削量=切割晶片數(shù)
mm鋼絲:切削量=切割晶片數(shù)


 mm鋼絲:鋼絲截面積
mm鋼絲:鋼絲截面積